商品信息
基本参数
- 产地河北区
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌炫锋
- 型号2T/4T/6T
- 类型刀具
- 材质硬质合金
- 涂层是
- 进口否
- 是否标准件是
- 加工定制是
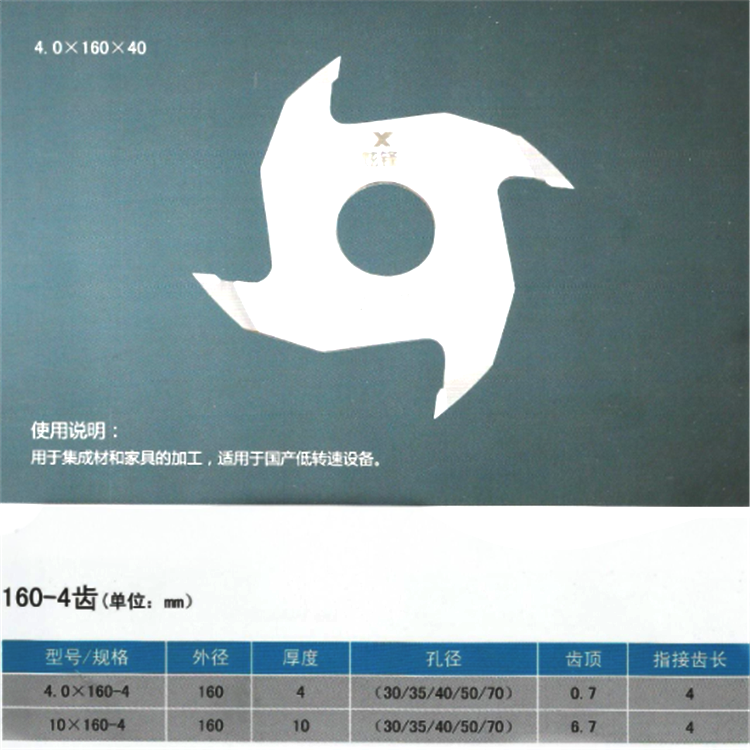
- 刀模厚度3.3-12mm
- 适用范围用于集成材和家具的加工,建筑工程专用刀具
- 产地国产
- 厂家石家庄市弘精工具厂
产品简介:
产品详情:在现代技术中,实木指接十分广泛,因此对木匠指接刀的需要正在渐渐增加。今天,石家庄市弘精工具厂将告知您实木手指关节的一些优点。
严丝合缝指联合技术
作为一种天然材料,木材植根于人们的学说和生活,但不可避免地会出现煮沸,发霉,腐烂等缺陷,不利于加工质量的保证。现代加工一般而言用手指来化解。接头和拼接技术。
实木指接指的是将多个木板的端面与锯齿形接缝相结合的过程。由于该关节与人的手和手指的对接关节十分相像,因此得名,它有着以下优点:
1.大量使用小材料,劣等材料的优良使用,扫除了打结,腐烂和其他木质缺陷,减小了木质缺陷对产品的影响。当匹配板时,即使依然存在木材缺陷,也可以分散木材缺陷。
2.它来自大自然,比自然更好,保存了天然木材的质地,看起来很漂亮,而且每个部分的水分含量依然均匀,与实木相比之下,它的开裂和变形少。
3.性能优于,构造优良。它在物理和机器性能(例如抗拉伸和压缩性以及材料质量均匀性)方面优于实木,并且可以根据层压板的强度进行配置以提高其强度性能。测试说明它的强度性能是实木的1.5倍。弯曲的胶合木是木质构造部件的完美材料。
指接木材加工需经历许多过程,从锯木到*终包装入库。其中,最好的东西也与*终木板的质量直接相关,是指接合,而制品木条则通过粘接剂进行细化。
指接*终的目标是紧密缝合木材,但时常遇上两个主要疑问。一种是有侧缝,但缝合不严苛。
@每@缝
缘故:
1:手指关节刀的平面度超出公差,或工具变形,造成梳齿后面的凹槽比手指关节刀齿宽,并出现侧缝;
2:平锯片与工作台之间的间距太大。
解:
1:满足手指接缝刀的开齿要求:在手指接缝刀的手指接缝长度的设计参数范围内,用不同硬度的木材和不同的精细加工设备加工的工件的手指接缝长度会有所不同,但不是容许在对接后张开牙齿。接缝处,顶部无针孔,更换内部变形的手指接缝刀可以化解侧面接缝疑问。
2:如果调整顶部间隙的尺寸,则需调整梳理机的平头锯片与工作台之间的相距。当锯片移向工作台时,手指关节的长度变短并且针眼增大。否则,齿长增加,针眼变小。
松散拼接
缘故:
1.手指联接孔有差错,并且刀可能会偏移。此时,刀的外径是不同的。
2.不同外径的手指关节切割器加工的手指关节材料的深度不同,拼接后手指关节材料的尖端与侧面之间会有间隙。
解:
1.严苛标准化手指关节刀的内孔和外径,以防范手指关节刀的内孔公差影响手指关节刀的外径。
可以看出,与手指关节加工有关的设备是铣齿机,而手指关节刀直接影响手指关节的质量。让我们一齐谈论手指关节刀的哪些因素会影响手指关节的质量以及如何避免它。
1.手指关节刀的内孔和外径对手指关节的影响
手指关节刀内孔的公差会影响手指关节刀的外径,我们在轴上安装了一组手指关节刀。由于各个刀具的孔较大,因此刀具可能会偏移。这时刀的外径是不同的,另外,指关节刀的外径公差超出公差,指关节刀的外径也不同。不同外径的手指关节刀加工的手指关节材料的深度不同。拼接后手指关节材料的尖端和侧面有间隙(俗称针眼)
2.手指关节刀的出发点对手指关节的影响
此处指关节刀的出发点主要是指指关节刀的斜角,在其他条件相同的状况下,指关节刀的斜角越小,指关节的接触面越大,指关节刀的接触角越大。相反,手指关节刀的斜角越大,手指关节的接触面越小,手指关节的强度越低。
3.手指关节刀的加工深度对手指关节的影响
手指关节越深,接触面越大,手指关节越强;相反,手指关节越浅,手指关节的接触面越小,手指关节强度越低,但手指关节越深,则需更多的材料。
4.手指关节刀的精度对手指关节的影响
如前所述,指关节刀的精度包括平面度,平行度,垂直度和端跳度。检测指关节刀的精度是操纵指关节刀固有质量的一种伎俩。手指关节刀会影响手指关节刀的跳跳和手指关节刀的斜角。
5.定期研磨手指关节刀
手指关节刀使用一段时间后,切削刃不会锋利,工件会模糊不清,因此应定期对工具进行锐化,研磨后应成组放置,因为有些工具组要磨一次,有些工具组要磨几次,所以工具组的磨损程度是不同的。在磨削工具时,仅对工具的前端进行磨锐,并检查工具的外径磨削后,刀具的前角和齿尖已变动,因此在加工工件时应调整指接深度。
此外,还有设备安装因素,人为因素,木材因素和其他因素决定了是否可以实现紧密贴合的手指关节。
1.设备对手指关节的影响
设备须要放置在牢固的地板上,设备应程度放置,设备的轴线应垂直于海平面,井道的末端应垂直于井道,且两个平面垫应平行。使用一段时间后应调整设备,因为滑动座和设备工作台下方的v形导轨在磨损后会变松。
2.人为因素
应定期对人员进行培训,工作人员应深造如何操作机床,如何夹紧工具,如何夹紧木材以及在工作过程中留意安全性。在这里我主要讲手指关节刀。使用指接刀,检查指接刀的内孔端面,看是否有杂质,清洗洁净,并检查指接刀的边缘是否锋利,边缘是否有缺口,以及刀取出隐含缺口的边缘。第二步是检查设备的轴和端面。设备的轴和端面应垂直设立。第三步,夹紧工具时,工具的旋转方向应与木材进给方向相反。
3.木材对手指关节的影响
如木材,木材的含水量,木材和餐桌材料等。木材的材料不同,硬度不同,较软的木材容易加工,但易于变动,较硬的木材难以加工。一般而言,松木,柏树等用以制作指接板。这些木材含水量大,因此易于变形。